Blog

Integrated process of high-efficiency airflow classifier and ball mill for preparing ultrafine cement
Cement, as an indispensable cementitious material in the construction industry, has a wide range of applications and demands. In recent years, with the increasing demand for the safety performance of building structures, there have been higher requirements for the compressive strength of cement. Research has shown that adding an appropriate amount of ultra-fine cement can effectively change the particle size distribution of cement and improve the performance of cement and concrete [1-4]. Chen Changjiu et al. studied the effect of cement particle size distribution on the compressive strength of concrete and found that there is an optimal amount of ultra-fine cement to optimize the cement particle size distribution, thereby obtaining the highest compressive strength of concrete [5]. Kong Deyu et al. added ultrafine cement to ordinary cement to prepare high-performance concrete [6]. These studies indicate that ultra-fine cement as a cement admixture can effectively improve the compressive strength of cement and concrete.
The new airflow classification machine has the advantages of large processing capacity and ultra-fine refinement, high classification efficiency, low energy consumption, adjustable product particle size distribution over a large range, and meeting the requirements of different products, especially narrow particle size distribution [7-10]. This article takes the LNHC-960A high-efficiency airflow classifier developed by Mianyang Liuneng Powder Equipment Co., Ltd. as an example to conduct classification tests on the cement discharged from the tail of the ball mill, and explores the feasibility of integrating the high-efficiency airflow classifier with the ball mill to prepare ultrafine cement.
1. Process Introduction
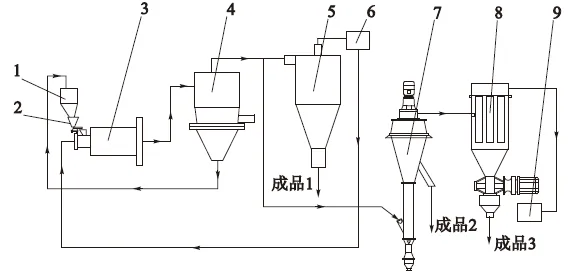
The ultrafine cement production system mainly includes ball mills, cement powder selectors, high-efficiency airflow classifiers, cyclone dust collectors, chamber pulse jet dust collectors, induced draft fans, and other auxiliary equipment for conveying and metering, as shown in Figure 1. The main process flow is: Φ The cement produced by the cement final grinding system consisting of a 3.2m × 14m ball mill and a powder selector is collected by a cyclone dust collector with a production capacity of 40-50t/h. As product 1, the exhaust gas from the cyclone dust collector flows through the No. 1 induced draft fan and returns to the ball mill for main airflow circulation.
At the same time, product 1 was sent to the LNHC-960A high-efficiency airflow classifier at a rate of 10t/h for classification testing. The structural principle of LNHC-960A high-efficiency airflow classifier is shown in Figure 2. Open the butterfly valve at the bottom of the high-efficiency airflow classifier to allow airflow to enter from the bottom, ensuring that cement particles are fully dispersed before entering the classification chamber. A free vortex shaped airflow is formed through diversion and enters the classification chamber of the classifier. There is a horizontally placed classification wheel rotor in the classification chamber, which generates a rotating airflow field through the rotation of the classification wheel rotor. At the same time, the hollow part of the shaft is formed by the action of the induced draft fan to form a negative pressure. The fully dispersed cement particles enter the grading wheel along the edge of the classifier rotor under the negative pressure and move in a spiral shape towards the center of the turbine [11-12]. Coarse cement particles are thrown out of the grading wheel due to the centrifugal force greater than the viscous resistance generated by the airflow, and are discharged from the coarse powder outlet as finished product 2; Fine particle cement is sucked into the center of the rotor along with the air and collected by a chamber pulse jet dust collector as finished product 3. To prevent air leakage, the dust collector adopts a double-layer flap discharge valve for discharge, and the discharge is promptly sent to the finished product warehouse for sealing, avoiding the accumulation of ultra-fine cement and increasing the load of the entire system. The total flow rate of the system is mainly adjusted by controlling the speed of the high-pressure induced draft fan, the ratio of the main air flow rate to the secondary air flow rate, and the particle size of ultra-fine cement is controlled by adjusting the frequency of the classifier frequency converter. The entire system is transported under negative pressure, without dust pollution, and operates stably.
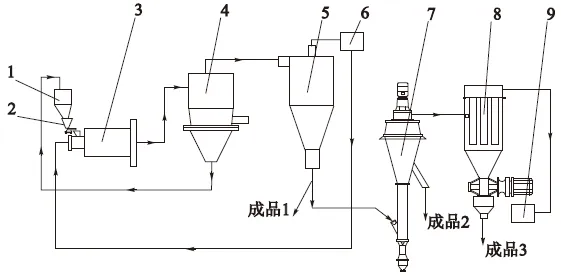
1. Feed hopper; 2. Electromagnetic vibration feeder; 3. Ball mill; 4. Powder selection machine; 5. Cyclone dust collector; 6.1 induced draft fan; 7. LNHC-960A high-efficiency airflow classifier; 8. Chamber pulse jet dust collector; 9.2 induced draft fan
2. On site testing
2.1 Equipment and specifications
According to the production process of ultra-fine cement, the LNHC-960A high-efficiency airflow classifier was tested. The main test equipment includes LNHC-960A high-efficiency airflow classifier (power 55kW), No.2 induced draft fan (9-18-8D type, power 75kW, motor current 150A, maximum air volume 12000-13000m3/h, total pressure 16000-17000Pa), chamber pulse jet dust collector (total filtering area 313.5m2, effective filtering area 261m2, effective filtering wind speed 0.77-0.83m/min, operating pressure difference 1000-1200Pa), power control cabinet, frequency converter, etc.
2.2 Results and Analysis
The high-efficiency airflow classifier is applied to the ultra-fine cement production industry, and the production of ultra-fine cement is achieved simultaneously by connecting the ultra-fine classification system on the production line of ordinary cement. Using the BT-2001 laser particle size analyzer (dry method) for analysis, it was found that the particle size d50 of ordinary cement product 1 is 16.661 μ m. D90=66.743 μ M (the characteristic particle sizes d50 and d90 are the particle sizes corresponding to cumulative volume fractions of 50% and 90%), with a specific surface area of 332.8m2/kg and a yield of 46.277t/h. Product 1 was subjected to an ultra-fine classification test at a rate of 10t/h, with the LNHC-960A high-efficiency airflow classifier rotating at speeds of 1102r/min, 928r/min, and 667r/min. The results of the ultra-fine cement particle size, specific surface area, and yield tests are shown in Table 1.
Table 1 Test results of different grading wheel speeds
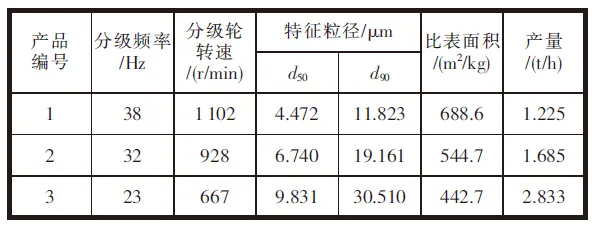
As shown in Table 1, reducing the speed of the grading wheel of the classifier will result in an increase in the particle size of the separated cement, a decrease in the specific surface area, and an increase in production. This is because the speed of the grading wheel decreases, the cutting particle size of the classifier increases, and the forced force of the blades on the cement particles decreases. The centrifugal speed obtained by the particles decreases, increasing the probability of coarse particles passing through the classifier. Therefore, the production of ultrafine cement obtained from the discharge valve of the classifier will also increase. For the cement discharged from the tail of the ball mill, the d50 of ultrafine cement particles can be separated by an efficient airflow classifier, ranging from 4.472 to 9.831 μ Between m and d90 between 11.823 and 30.510 μ Between m, ultra-fine cement has a small particle size, narrow distribution range, stable upper limit particle size control, and high output. The entire system operates stably. Compared with traditional cement powder selection machines, the high-efficiency airflow classifier has higher classification accuracy, smaller classification particle size, and narrower particle size distribution without reducing output.
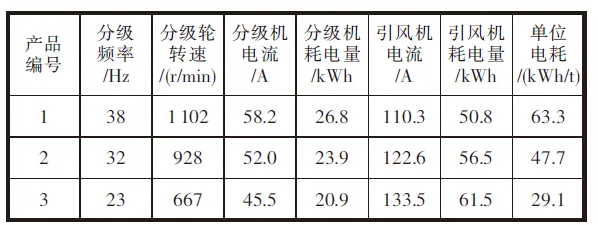
At speeds of 1102r/min, 928r/min, and 667r/min, the current of the classifier is 58.2A, 52.0A, and 45.5A, respectively. The current of the induced draft fan is 110.3A, 122.6A, and 133.5A, respectively. The power factors of the motors of the classifier and the induced draft fan are both 0.7. The power consumption of the classifier and the induced draft fan can be calculated based on the power calculation formula of the three-phase asynchronous motor, and the unit power consumption of the ultrafine classification system (including the classifier and the induced draft fan, the power consumption of the double-layer flap discharge valve is relatively low and can be ignored) can be calculated. The specific comparison is shown in Table 2. According to Table 2, when the speed of the grading wheel is 1102 r/min, the required power consumption is 63.3 kWh/t. When the speed of the grading wheel drops to 667 r/min, the required power consumption is 29.1 kWh/t, which is 54% less than when the speed of the grading wheel is 1102 r/min. As the speed of the grading wheel decreases, the required power consumption also decreases continuously.
Table 2 Power consumption of different grading wheel speeds
3. Process improvement
The results of this experiment indicate that the LNHC-960A high-efficiency airflow classifier has a good classification effect on ultrafine cement. Therefore, we propose to directly introduce a portion of gas-solid flow from the outlet of the powder selector into the LNHC-960A high-efficiency airflow classifier system in the existing ball mill production process of cement, as shown in Figure 3. This improvement has two benefits: firstly, it can ensure that the gas-solid flow enters the high-efficiency airflow classifier in a fully dispersed state, which is conducive to improving the classification efficiency of ultrafine powder; The second is that separating a portion of the gas-solid flow can reduce the load on the subsequent cyclone dust collector.
Figure 3 Improvement process of ultrafine cement grinding, grading, and collection system
1. Feed hopper; 2. Electromagnetic vibration feeder; 3. Ball mill; 4. Powder selection machine; 5. Cyclone dust collector; 6.1 induced draft fan; 7. LNHC-960A high-efficiency airflow classifier; 8. Chamber pulse jet dust collector; 9.2 induced draft fan
4. Conclusion
1) The high-efficiency airflow classifier adopts a bottom inlet structure, which allows the ground cement to be fully dispersed before entering the classification chamber, reducing the load on the classifier and improving classification accuracy and efficiency. The experiment shows that it is feasible to use the integrated process of LNHC-960A high-efficiency airflow classifier and ball mill to prepare ultrafine cement.
2) When the speed of the classification wheel of the high-efficiency airflow classifier is 1102r/min, 928r/min, and 667r/min, the d50 that can be classified is 4.472, respectively μ m. 6.740 μ m. 9.831 μ The ultra-fine cement of m has a production capacity of 1.225t/h, 1.685t/h, and 2.833t/h, with electricity consumption of 63.3kWh/t, 47.7kWh/t, and 29.1kWh/t.
3) The integrated process of LNHC-960A high-efficiency airflow classifier and ball mill is an improvement on the original ball mill production of ordinary cement. For the new ball mill classification system, we propose to directly introduce a portion of gas-solid flow from the outlet of the powder selector into the LNHC-960A high-efficiency airflow classifier system in the existing ball mill production process of cement, in order to meet the production requirements of large-scale and diversified scale and industry.
RELATED POSTS


MBS Series Air Classifier for Calcium Carbonate: How It Works, What It Achieves, and How to Select the Right Model